Several functional materials, with a main focus on reflectors, absorbers and structural materials, are being developed and tested within the RAISELIFE project. System simulation tools are being used to carry out a techno-economic analysis over the lifetime of the plant for the most promising material developments.
Concentrated Solar Power (CSP) technologies in combination with Thermal Energy Storage (TES) provide flexibility to the electrical grid, which is especially important as the share of fluctuating wind and photovoltaic power generation continues to grow in the energy mix. CSP has experienced a high learning rate in the past years, being able to provide renewable electricity at prices as low as 6 c€/kWh including storage for 6-15 hours. For these reasons the worldwide installed CSP capacity has increased by a factor of 10 in the past decade, reaching 5.5 GWel today, and further growth being expected.
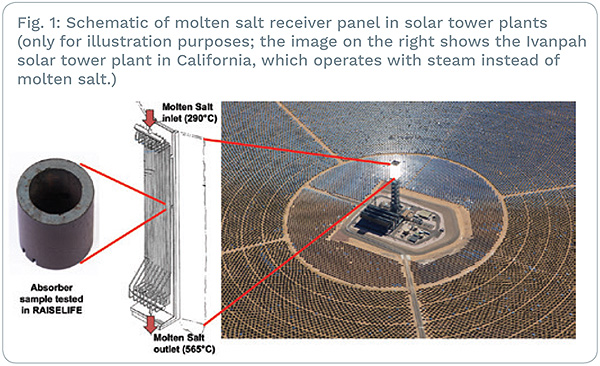
The first generation of CSP technology consisted of direct-steam receivers without storage. The second generation CSP plants integrate TES in molten nitrate salts; either at 400°C for parabolic-trough collector or at 565°C for solar tower technology (see Fig.1). The commercial deployment of 1st gen. CSP plants started in 1984, while 2nd gen. plants were first implemented commercially in 2008.
The large initial investment for CSP plant construction does not come without risk: degradation of components and materials can hinder the plant's profitability. CSP plants are typically designed for a life span of 30 years, requiring the materials to withstand extreme thermal loads as well as harsh desert environment with high radiation and dust erosion levels.
The RAISELIFE project aims at developing novel materials with extended lifetime and performance for parabolic-trough and solar tower CSP plants. In addition, improved testing and qualification methods to simulate in-service conditions in different climates are being developed.
With regards to parabolic-trough CSP plants, a novel absorber coating for non-evacuated line focusing systems has been developed based on cost-efficient sol-gel technology. The coating achieves excellent optical performance and high durability (α=95.4%, ε=7.8% at 250°C, stability >15 months in furnace at 400°C without degradation). In addition, an improved anti-reflective (AR) coating has been developed for evacuated line focusing systems, reaching 2.5 higher abrasion resistance compared to the state of the art. The novel AR-coating has already been deposited in a commercial receiver tube factory.

With regards to solar tower CSP plants, four different types of novel absorber coatings for temperatures up to 750°C have been developed. Durability testing of those coatings is being carried out in two sets of tests under high solar flux (reaching up to 700 kW/m2) and in several climatic chambers to mimic both, operation conditions at high temperature and environmental corrosion and erosion at ambient temperature during night time or plant shutdown. Fig. 2 shows one of the two employed on-sun testing facilities. Two of the tested coatings were identified as very promising: they showed similar optical performance as the state of the art Pyromark 2500 absorber coating but significantly higher durability. In addition, protective coatings to prevent corrosive attack from the molten salt on the inner side of the metallic tube substrates have been developed. The coated samples showed only negligible mass losses during furnace testing in solar salt at 580°C for 10,000 hours, opening the pathway to use low-alloyed steels in combination with coatings for the molten salt storage and piping systems, which will allow for further cost reductions compared to the use of expensive nickel base alloys. The corrosion rate of different uncoated substrate materials has been evaluated as reference: for the ferritic steels, Vallourec's VM12 performed significantly better than T91. Low corrosion rates were measured on nickel base alloys Inconel617 and Haynes230.
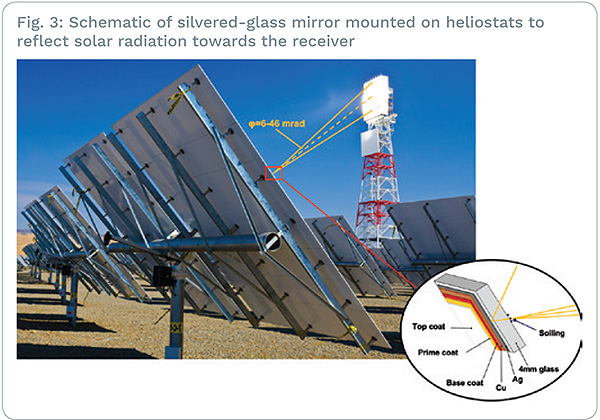
CSP plants make use of silvered-glass mirrors to focus the solar radiation towards the receiver (see Fig.3). Traditional glass mirrors have a thickness of 4 mm and the silver layer is protected on the back by a thin copper film and 3 protective paint lacquers. Within RAISELIFE, different options to replace the 3-coat protective lacquers by a more cost efficient 2-coat system are being explored. Six types of novel 2-coat lacquer systems are being tested in an extensive outdoor exposure campaign at 11 sites, as well as in a set of accelerated climate chamber tests. Five of the tested mirror types (one of them completely lead free) seem suited for dry desert sites of low corrosivity, allowing to reduce mirror cost below 12 €/m2. In addition, 8 types of anti-soiling coatings to reduce mirror soiling and therefore the cleaning cycle are being tested. Furthermore, a thin-glass heliostat prototype was built and tested in Israel. The composite backing structure proved to provide stability against high wind loads and sufficient resistance against shape deformation caused by gravity or temperature differences. The reduction of glass thickness from 4 mm down to 200 μm has the potential to increase mirror reflectance from 94.5% (state of the art) up to 96.0% due to reduced absorptance losses in the glass.
A public workshop to disseminate the RAISELIFE results will be held on 21st of November 2019 at the Vallourec Research Center Germany. Interested guests may register free of charge under https://www.raiselife.eu
The research leading to these results has received funding from the European Union's Horizon 2020 research and innovation programme under grant agreement No. 686008, project RAISELIFE.

Contact details:
Dr. Florian Sutter, German Aerospace Center (DLR)
Email: florian.sutter@dlr.de